
1 Elbow measurement accuracy and availability
When measuring the gas flow, the manufacturer stated in the data: "When the differential pressure is very small, that is, in the low flow area (flow rate is 3 ~ 5m / s), the flow error is greater; when the differential pressure increases and close to 100Pa, the flow rate is about For 7m/s, the flow error decreases." The manufacturer clearly states here that the lower limit of the measurement of the elbow flowmeter (indicated by the flow rate) is 7 m/s, and a flow rate of less than 7 m/s will cause a large error. This 7m/s is the concept of flow rate, the average user is used to the instantaneous flow unit m3 / h, the following I use the instantaneous flow unit m3 / h to illustrate the impact of the lower limit of the flow rate 7m / s on the measurement.
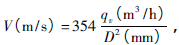
From the relationship of flow rate, flow rate and pipe diameter
 (1)
(1)
Export:
 (2)
(2)
V: fluid flow rate; qv: fluid volume flow; D: pipe diameter.
Here take the DN100 and DN200 pipelines as an example to calculate the corresponding flow rate when the flow rate is 7m/s:
 (calculated using 2 formulas).
(calculated using 2 formulas).
 (calculated using 2 formulas).
(calculated using 2 formulas).
The effect of the flow rate limit of 7m/s calculated on the measurement is as follows:
For the diameter of the DN100, when the flow rate is lower than 198m3/h, the error of the elbow increases or cannot be measured.
For the diameter of the DN200, when the flow rate is lower than 791m3/h, the error of the elbow increases or cannot be measured.
2 Effect of bending pipe when measuring steam flow
Take the steam as an example. Take a look at the effect of steam flow measurement:
First, the relationship between the mass flow and the volume flow is given:
 (3)
(3)
Where: qm: fluid mass flow Ï: fluid density qv: fluid volume flow
If the saturated steam temperature is 180°C, the pressure is 1.0197 MPa, the density is 5.160 kg/m3, the dynamic viscosity is 0.0156 MPa·s, and the corresponding mass flow rate is 7 m/s:
The diameter of the DN100
Qm=198×5.160=1021.68kg/h=1.02t/h
The diameter of the DN200
Qm=791×5.160=4081.1kg/h=4.08t/h
The effect of the flow rate limit of 7m/s calculated on the steam flow is as follows:
When the diameter of the DN100 is less than 1.02 t/h, the error of the elbow increases and cannot be measured.
When the diameter of the DN200 is less than 4.08 t/h, the error of the elbow increases and cannot be measured.
3 Relationship between Reynolds coefficient and elbow flowmeter
Calculate the corresponding lower Reynolds number Re is how to give the first two common formula to calculate the Reynolds number
 (4)
(4)
 (5)
(5)
Where μ: is the hydrodynamic viscosity, the rest being the same as above.
Everyone knows that Reynolds number ReD is an important parameter in flow meters and it is a measure of the performance of many flow meter measurement ranges.
For example: Vortex flow meters use the lower Reynolds number to illustrate their ability to measure the minimum flow:
The range of Reynolds number ReD ≥ 2×104 is linear measurement area (precision assurance area);
The Reynolds number ReD is a measurable range in the range of 5,000 to 2×104 (accuracy is lower than the technical index);
The Reynolds number ReD<5000 is an unmeasurable zone (dead zone).
Vortex flowmeter Reynolds number and the relationship between the measurement range shown in Figure 1.
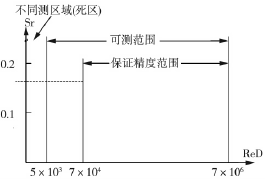
Fig.1 The relationship between the measurement range and Reynolds number of vortex flowmeter
Other flowmeters also have different lower Reynolds number requirements (limitations), which are not listed here.
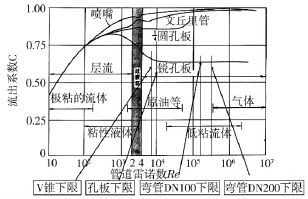
Fig. 2 Curve of relationship between outflow coefficient C and Reynolds number ReD of differential pressure meter
Since the elbow flowmeter belongs to the differential pressure instrument, the relationship between the Reynolds number and the outflow coefficient C of the differential pressure instrument is listed here for analysis. See (2). From the relevant information can be found:
The minimum Reynolds number of the orifice plate is 10000; see illustration
The lower Reynolds number indicator for the V cone is 8000; see illustration.
Below, I will push the minimum Reynolds number of the bend pipe according to the flow rate of the lower limit flow rate of the elbow (still taking the above parameters as an example):
Calculate the minimum Reynolds number of the DN100 elbow according to formula (4):
 (230,000)
(230,000)
Calculate the minimum Reynolds number of the DN200 elbow according to formula (4);
 (460,000)
(460,000)
The lower Reynolds number of the elbow flowmeter and other flowmeters are shown in Figure 2.
The minimum Reynolds number of bends of DN100 and DN200 is as high as 2.3×105 and 4.6×105, indicating that the bend can only work in the high Reynolds number range.
The Reynolds number of the differential pressure flow meter is generally limited to 107 due to the limitation of subsonic speed. This fully shows that under the same upper Reynolds number condition, the elbow flowmeter has a lower limit of Reynolds number and limits its measurement range. This shows that the elbow flowmeter has a narrower range of measurement and the ability to measure small flows. difference.
In all international and domestic publications (except for the elbow production plant), when it comes to the elbow flowmeter, it consistently points out that its measurement accuracy is low, as specified in the "Flow Measurement Throttling Device Design Manual". : When R/D ≥ 1.25 and Re> 104, the relative uncertainty of the outflow coefficient of the elbow flowmeter is ±4%. We have also examined a large amount of information in this regard. The result is that almost all experts and scholars at home and abroad cannot accept the accuracy of the measurement accuracy of the elbow flowmeter that they recommend. The technical differences on the measurement accuracy of elbow flowmeters in the flow field have yet to be tested and judged by a wide range of users and practices.
4 improvement methods
The elbow is at the turning point of the pipe and is equivalent to a swelling bending curve. The thermal expansion and contraction of the pipe in winter and summer certainly affect the bending ratio R/D of the elbow, and R/D is also very important in determining the measurement accuracy. The parameters, therefore, should be strictly controlled for R/D, and if it cannot be strictly corresponded, it will produce more than 5% error.
Here you can find the related products in Galvanized Steel Coil, we are professional manufacturer of Galvanized Steel Coil and Hot Dipped Galvanized Steel Coils. We also call it Gi Coil. We focused on international export product development, production and sales. We have improved quality control processes of Galvanized Coil to ensure each export qualified product.
If you want to know more about the products in Galvanized Steel Coil, please click the product details to view parameters, models, pictures, prices and other information about Gi Coil.
Whatever you are a group or individual, we will do our best to provide you with accurate and comprehensive message about Galvanized Steel Coil!
Galvanized Steel Coil,Galvanized Coil,Hot Dipped Galvanized Steel Coils,Ppgi Coils, Gi Coil
Shandong Longhao Steel Group Co., Ltd. , https://www.longhaosteelgr.com