
Abstract: Robotics and enterprise information technology are two key technologies to improve manufacturing production efficiency and technology level. Based on the analysis of the fieldbus network control technology, this article introduced a scheme to use the Lonworks bus to network various robots in the industrial site. While realizing the cooperation and remote operation control of multiple robots, it also created the realization of enterprise information. condition.
1. Introduction Robot technology and enterprise information technology are the two key technologies for domestic manufacturing companies to increase production efficiency and technology level. The former focuses on technical issues, while the latter focuses on management issues. It is the manufacturing industry that innovates technology and increases profits. The important approach has considerable economic and application value.
The intelligent robot technology in modern manufacturing integrates sensing, control, information processing, artificial intelligence and network communication. Its functions are increasingly powerful, the structure is more complex and perfect, and the number of sensors and actuators it equips is constantly increasing. increase. The fieldbus, as the bottom network of the industrial control site, on the one hand, faces various equipments at the production site, enabling a single distributed field robotic device to be connected to a networked control system that can communicate and cooperate with each other, and on the other hand, through the enterprise’s Internal LANs enable full plant transmission and sharing of production data. At present, the network control system established based on fieldbus technology is becoming the main solution for large and medium-sized enterprises in our country to realize industrialization driven by informatization.
2. Lonworks Fieldbus Technology 2.1 Fieldbus Fieldbus is a system based on networked control and applied to the production site to realize bidirectional serial multi-byte digital communication between the microcomputer-based measurement and control devices. It is an open type. , digital, multi-point communication of the underlying control network. It is oriented to production control equipment and uses short frames to transmit data. The network speed is usually up to several k to 10 Mbps, and it has good real-time performance. Fieldbus technology provides an effective way to construct network integrated full distributed control system.
Compared with distributed control, fieldbus technology has the advantages of openness, networked information sharing, intelligence, high degree of dispersion, functional autonomy, and high reliability. It can greatly save the amount of hardware and investment, and is easy to install, expand, and maintain. . The current fieldbus technologies mainly include Foundation Fieldbus Foundation Fieldbus, PROFIBUS (DP, PA, FMS), CAN, Lonworks, and Industrial Ethernet. Each type of bus has network protocols, transmission rates and distances, application scenarios, and sites. The number restrictions and other aspects have different characteristics.
2.2 Lonworks Technology Lonworks (Local Operating Networks) fieldbus technology is an advanced open networked control technology introduced by Echelon. Its simple structure, easy wiring, easy expansion and new features. For the user's various functional requirements, just use different control nodes, use its development platform, write corresponding programs, connect to the control network, and physically do not have to make any changes to the network structure. Lonworks is the most widely used field bus technology in distributed monitoring systems such as production sites and intelligent buildings.
Lonworks supports a variety of transmission media and network topology structures. When using a transformer-coupled interface FTT-10 transceiver and using a twisted-pair bus structure, it can achieve 78kbps/2700m, and can extend the transmission distance through relay routers. The Lonworks network has up to 64 nodes and can be extended by bridging routers. The data transfer of each intelligent node is connected in the form of network variables with the support of hardware such as neuron chips and networks. Each node can set up to 62 network variables. According to the data structure defined by Lonworks' standard network variables, interoperability issues with different manufacturers' products can be solved. Thousands of companies have launched Lonworks products.
Intelligent nodes and their neuron chips are the basic parts of the Lonworks bus. They are installed directly on the production site, collect industrial field signals and output control quantities, and upload and receive various network data through the network. The structure is shown in Figure 1.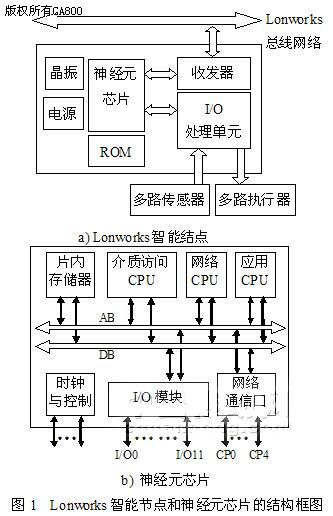
An intelligent controller and its sensors and actuators form a node that can connect various I/O devices such as trip switches, force sensors, and joint motors of industrial robot systems. LonWorks's non-primary site-to-site network mode ensures that the failure or shutdown of any node will not affect the normal operation of other resident nodes, thereby increasing the stability of the system. The logical connection between network nodes makes the addition and modification of nodes in the system easy, which facilitates system adjustment and expansion and upgrade. The core of the node is the neuron chip (neuronchip), which is a general-purpose processor for communication processing, data acquisition, and control. It performs data acquisition, control, and network operations by running the Neuron C application on the chip.
3. Robot monitoring system based on Lonworks technology 3.1 Control network design In the manufacturing process of the manufacturing industry, the process flow of industrial robots needs close cooperation and cooperation, so the communication between the robots and the sharing of sensor data is indispensable. This performance is particularly important for the intelligent handling of abnormalities in production, such as missing materials, faults, stuck-in cards, etc. The traditional centralized communication method has the disadvantages of complicated hardware structure, difficulty in field wiring, inability to expand and poor real-time performance, and it is difficult to meet the need for high-speed, precision coordinated processing of industrial robots. For this purpose, field bus technology is used to connect a large number of dispersed bottom sensors and actuators. Each of the bottom layer controllers and monitoring level computers is used as a network node to access the bus, forming a control network with high-speed data communication and information sharing characteristics. In the control network, the intelligent nodes of each control level send the relevant production data to the fieldbus network in the form of network variables. The intelligent nodes of the monitoring host and other control levels can all set these data according to program settings. Access and analysis and processing, so as to achieve the ideal global monitoring effect and the good cooperation of the underlying industrial robots in the processing process, especially in the processing of abnormal conditions in the production line will play an important role. For robots and computers with advanced intelligent information processing capabilities, all of these real-time data sets the stage for further sensor fusion and information fusion.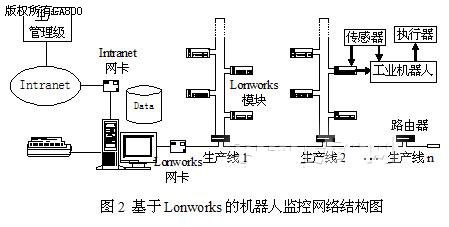
Figure 2 shows a solution for robot network monitoring using LonWorks fieldbus technology in a manufacturing industry. The backbone network in the system adopts a bus-type structure, connecting each workshop in the plant area with the core monitoring host in the office building. Each sub-network is distributed in the interior of the workshop and adopts a ring structure, which effectively overcomes the impact of network disconnection faults. Each subnet is connected to the backbone network through a corresponding router to achieve communication with the control network host. The sensors and actuators used by different monitoring objects are of different types and are scattered throughout the entire plant. If common distributed control methods are used, it is difficult to connect them in the same system. The openness of Lonworks technology can be easily Solve this problem. The various monitoring signals in production and processing are divided into two channels. The two sets of signals obtained are connected to a robot controller in the site to implement relatively independent local control. Another set of monitoring signals and control signals of robots on the production line are connected to the I/O ports of the intelligent modules distributed in the workshops. Data transmission through the field bus is implemented to realize the on-site control of the robot and remote operation of the network. Combined monitoring system. In this way, when an abnormal situation occurs in the production line, the work coordination between multiple robots can be achieved through the control network, and emergency processing of abnormal conditions can be performed; and when the field bus network fails, the relatively independent robot system can still Work normally.
3.2 System monitoring and management Through the calculation and conversion of intelligent modules, all kinds of on-site production data are sent to the computer of the monitoring center through the Lonworks network, through FIX or other configuration software, to DDE dynamic data exchange (DynamicDataExchange) or ODBC open database interconnection. (OpenDatabaseConnectivity) receives online data, generates data files and displays them in real time, and realizes on-line monitoring of all robots on the production site of the whole plant, and can also perform multimedia sound and light alarm on abnormal signals. The program written by the FIX configuration software can also make judgments and alarms for the disassembly, power failure and fault of each intelligent module.
In order to meet the needs of enterprise information management, an internal intranet network card of TCP/IP can be inserted in the control network monitoring host with a Lonworks network card, and FIX or other configuration software can be used to realize production data sharing in enterprise management. . Each relevant authorized department can remotely monitor the production process according to their access rights through the intranet. In addition, the configuration software also has the function of automatically generating reports. It can generate all kinds of reports for the whole plant and workshops. All kinds of information and data can be directly provided to the management personnel of the company, and build CIMS or ERP, etc. on this basis. The formal enterprise information management system is used to support the management and decision-making of the whole plant and each workshop. The data flow direction is shown in Figure 3.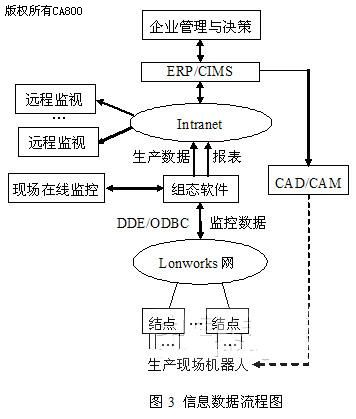
In addition, the management of manufacturing production has a dual nature, vertical management based on the process of product processing, or horizontal management based on the type of production process and staffing. The modern production line system represented by robotic processing technology has a high degree of continuity. From the initial components or blanks, through the gradual processing and assembly of multiple production links, the final product is formed. The entire process is consistent before and after, and its management mode is vertical. . On the other hand, in different workshops in the same factory, each production line has robot equipment and operation and maintenance personnel at the same production stage. For example, each production line has feeding, assembly, and packaging, if it is production. For the same product, all links in the production lines are parallel and identical. In order to maximize the efficiency of human resources, in order to facilitate the maintenance of equipment and production, similar production and technical personnel should be able to divide the management of the same type of production processes and equipment distributed in different workshops, but also can reduce the number of spare parts for the maintenance of the production line. In this way, it is possible to minimize the number of back-up workforces, from one set of standby personnel per workshop to multiple plants in the entire plant, sharing fewer standby personnel, that is, a horizontal management model.
However, this cross-cutting pattern has increased management difficulty to a certain extent. The application of fieldbus, a networked control technology, can well solve this problem. The monitoring interface made by the FIX configuration software can not only monitor the actual processing of each workshop production line, but also can place similar robot processing processes distributed in different workshops of the factory within the same monitoring window of the computer to form a The integrated “virtual workshop†enables the on-site data of similar robots in different workshops to be displayed on the inside of this “workshop†at the same time, so that the personnel needed in the production, technology and maintenance processes can be flexibly equipped, and efficient. Production logistics control to improve the overall management efficiency.
4, system software 4.1 field bus network system software Lonworks bus has a complete software platform, including network communication management system LNS and on-site debugging tools Lonbuilder, etc., its communication protocol Lontalk uses ISO/OSI model of all seven-layer structure, is directly oriented The object's network protocol. With the support of the network system software, the user only needs to input the network topology model and each intelligent module and its network variable parameters into the configuration file of the monitoring host, and the entire control network can be configured and run by itself.
4.2 Intelligent module programming software The application of CPU, on-chip memory and I/O interface in the internal neuron chip of each intelligent module constitutes the underlying control system of the fieldbus. The application network development language NeuronC can write the internal program of each intelligent module on the network monitoring host, and can download or modify the program through the bus network.
4.3 Monitoring configuration software Based on fieldbus, using DDE dynamic data exchange or ODBC open database interconnection technology, system monitoring software for a specific application production site can be developed through configuration software such as FIX and Kingview. Realize on-line monitoring of all robots at the production site of the whole plant. At the same time, the configuration software can also achieve remote data transmission and sharing, historical data display, automatic report generation, abnormal condition alarm and other functions.
4.4 Enterprise Information Management Software Modern manufacturing enterprises should, on the one hand, adopt high-precision, high-efficiency, and high-quality automated production that is characterized by robot applications. On the other hand, they should be based on computer integrated manufacturing systems (CIMS) and enterprise resource planning (ERP). Management model of information production. Fieldbus technology provides the conditions for the networked transmission, storage, and sharing of production layer data. Through advanced database software, CAD/CAM software, CIMS, or ERP system software, information management can be deepened to the highest management decision from the enterprise. Layer to each link in the lowest production layer.
5. Conclusion As an advanced and intelligent networked control technology, fieldbus technology is based on the distributed intelligent robot sensing system composed of control networks. It is important for improving the overall coordination and cooperation performance and human-computer interaction capability of intelligent robot systems. Scientific research value and practical significance. Lonworks fieldbus has the advantages of high real-time performance, reliability, scalability and fault tolerance, which provides an effective way for intelligent robots to construct advanced network-integrated full-distribution control systems. It is an advanced enterprise management system such as CIMS and ERP. The important foundation for this is becoming the main solution for large and medium-sized enterprises in China to realize industrialization driven by informationization.
1. Introduction Robot technology and enterprise information technology are the two key technologies for domestic manufacturing companies to increase production efficiency and technology level. The former focuses on technical issues, while the latter focuses on management issues. It is the manufacturing industry that innovates technology and increases profits. The important approach has considerable economic and application value.
The intelligent robot technology in modern manufacturing integrates sensing, control, information processing, artificial intelligence and network communication. Its functions are increasingly powerful, the structure is more complex and perfect, and the number of sensors and actuators it equips is constantly increasing. increase. The fieldbus, as the bottom network of the industrial control site, on the one hand, faces various equipments at the production site, enabling a single distributed field robotic device to be connected to a networked control system that can communicate and cooperate with each other, and on the other hand, through the enterprise’s Internal LANs enable full plant transmission and sharing of production data. At present, the network control system established based on fieldbus technology is becoming the main solution for large and medium-sized enterprises in our country to realize industrialization driven by informatization.
2. Lonworks Fieldbus Technology 2.1 Fieldbus Fieldbus is a system based on networked control and applied to the production site to realize bidirectional serial multi-byte digital communication between the microcomputer-based measurement and control devices. It is an open type. , digital, multi-point communication of the underlying control network. It is oriented to production control equipment and uses short frames to transmit data. The network speed is usually up to several k to 10 Mbps, and it has good real-time performance. Fieldbus technology provides an effective way to construct network integrated full distributed control system.
Compared with distributed control, fieldbus technology has the advantages of openness, networked information sharing, intelligence, high degree of dispersion, functional autonomy, and high reliability. It can greatly save the amount of hardware and investment, and is easy to install, expand, and maintain. . The current fieldbus technologies mainly include Foundation Fieldbus Foundation Fieldbus, PROFIBUS (DP, PA, FMS), CAN, Lonworks, and Industrial Ethernet. Each type of bus has network protocols, transmission rates and distances, application scenarios, and sites. The number restrictions and other aspects have different characteristics.
2.2 Lonworks Technology Lonworks (Local Operating Networks) fieldbus technology is an advanced open networked control technology introduced by Echelon. Its simple structure, easy wiring, easy expansion and new features. For the user's various functional requirements, just use different control nodes, use its development platform, write corresponding programs, connect to the control network, and physically do not have to make any changes to the network structure. Lonworks is the most widely used field bus technology in distributed monitoring systems such as production sites and intelligent buildings.
Lonworks supports a variety of transmission media and network topology structures. When using a transformer-coupled interface FTT-10 transceiver and using a twisted-pair bus structure, it can achieve 78kbps/2700m, and can extend the transmission distance through relay routers. The Lonworks network has up to 64 nodes and can be extended by bridging routers. The data transfer of each intelligent node is connected in the form of network variables with the support of hardware such as neuron chips and networks. Each node can set up to 62 network variables. According to the data structure defined by Lonworks' standard network variables, interoperability issues with different manufacturers' products can be solved. Thousands of companies have launched Lonworks products.
Intelligent nodes and their neuron chips are the basic parts of the Lonworks bus. They are installed directly on the production site, collect industrial field signals and output control quantities, and upload and receive various network data through the network. The structure is shown in Figure 1.
An intelligent controller and its sensors and actuators form a node that can connect various I/O devices such as trip switches, force sensors, and joint motors of industrial robot systems. LonWorks's non-primary site-to-site network mode ensures that the failure or shutdown of any node will not affect the normal operation of other resident nodes, thereby increasing the stability of the system. The logical connection between network nodes makes the addition and modification of nodes in the system easy, which facilitates system adjustment and expansion and upgrade. The core of the node is the neuron chip (neuronchip), which is a general-purpose processor for communication processing, data acquisition, and control. It performs data acquisition, control, and network operations by running the Neuron C application on the chip.
3. Robot monitoring system based on Lonworks technology 3.1 Control network design In the manufacturing process of the manufacturing industry, the process flow of industrial robots needs close cooperation and cooperation, so the communication between the robots and the sharing of sensor data is indispensable. This performance is particularly important for the intelligent handling of abnormalities in production, such as missing materials, faults, stuck-in cards, etc. The traditional centralized communication method has the disadvantages of complicated hardware structure, difficulty in field wiring, inability to expand and poor real-time performance, and it is difficult to meet the need for high-speed, precision coordinated processing of industrial robots. For this purpose, field bus technology is used to connect a large number of dispersed bottom sensors and actuators. Each of the bottom layer controllers and monitoring level computers is used as a network node to access the bus, forming a control network with high-speed data communication and information sharing characteristics. In the control network, the intelligent nodes of each control level send the relevant production data to the fieldbus network in the form of network variables. The intelligent nodes of the monitoring host and other control levels can all set these data according to program settings. Access and analysis and processing, so as to achieve the ideal global monitoring effect and the good cooperation of the underlying industrial robots in the processing process, especially in the processing of abnormal conditions in the production line will play an important role. For robots and computers with advanced intelligent information processing capabilities, all of these real-time data sets the stage for further sensor fusion and information fusion.
Figure 2 shows a solution for robot network monitoring using LonWorks fieldbus technology in a manufacturing industry. The backbone network in the system adopts a bus-type structure, connecting each workshop in the plant area with the core monitoring host in the office building. Each sub-network is distributed in the interior of the workshop and adopts a ring structure, which effectively overcomes the impact of network disconnection faults. Each subnet is connected to the backbone network through a corresponding router to achieve communication with the control network host. The sensors and actuators used by different monitoring objects are of different types and are scattered throughout the entire plant. If common distributed control methods are used, it is difficult to connect them in the same system. The openness of Lonworks technology can be easily Solve this problem. The various monitoring signals in production and processing are divided into two channels. The two sets of signals obtained are connected to a robot controller in the site to implement relatively independent local control. Another set of monitoring signals and control signals of robots on the production line are connected to the I/O ports of the intelligent modules distributed in the workshops. Data transmission through the field bus is implemented to realize the on-site control of the robot and remote operation of the network. Combined monitoring system. In this way, when an abnormal situation occurs in the production line, the work coordination between multiple robots can be achieved through the control network, and emergency processing of abnormal conditions can be performed; and when the field bus network fails, the relatively independent robot system can still Work normally.
3.2 System monitoring and management Through the calculation and conversion of intelligent modules, all kinds of on-site production data are sent to the computer of the monitoring center through the Lonworks network, through FIX or other configuration software, to DDE dynamic data exchange (DynamicDataExchange) or ODBC open database interconnection. (OpenDatabaseConnectivity) receives online data, generates data files and displays them in real time, and realizes on-line monitoring of all robots on the production site of the whole plant, and can also perform multimedia sound and light alarm on abnormal signals. The program written by the FIX configuration software can also make judgments and alarms for the disassembly, power failure and fault of each intelligent module.
In order to meet the needs of enterprise information management, an internal intranet network card of TCP/IP can be inserted in the control network monitoring host with a Lonworks network card, and FIX or other configuration software can be used to realize production data sharing in enterprise management. . Each relevant authorized department can remotely monitor the production process according to their access rights through the intranet. In addition, the configuration software also has the function of automatically generating reports. It can generate all kinds of reports for the whole plant and workshops. All kinds of information and data can be directly provided to the management personnel of the company, and build CIMS or ERP, etc. on this basis. The formal enterprise information management system is used to support the management and decision-making of the whole plant and each workshop. The data flow direction is shown in Figure 3.
In addition, the management of manufacturing production has a dual nature, vertical management based on the process of product processing, or horizontal management based on the type of production process and staffing. The modern production line system represented by robotic processing technology has a high degree of continuity. From the initial components or blanks, through the gradual processing and assembly of multiple production links, the final product is formed. The entire process is consistent before and after, and its management mode is vertical. . On the other hand, in different workshops in the same factory, each production line has robot equipment and operation and maintenance personnel at the same production stage. For example, each production line has feeding, assembly, and packaging, if it is production. For the same product, all links in the production lines are parallel and identical. In order to maximize the efficiency of human resources, in order to facilitate the maintenance of equipment and production, similar production and technical personnel should be able to divide the management of the same type of production processes and equipment distributed in different workshops, but also can reduce the number of spare parts for the maintenance of the production line. In this way, it is possible to minimize the number of back-up workforces, from one set of standby personnel per workshop to multiple plants in the entire plant, sharing fewer standby personnel, that is, a horizontal management model.
However, this cross-cutting pattern has increased management difficulty to a certain extent. The application of fieldbus, a networked control technology, can well solve this problem. The monitoring interface made by the FIX configuration software can not only monitor the actual processing of each workshop production line, but also can place similar robot processing processes distributed in different workshops of the factory within the same monitoring window of the computer to form a The integrated “virtual workshop†enables the on-site data of similar robots in different workshops to be displayed on the inside of this “workshop†at the same time, so that the personnel needed in the production, technology and maintenance processes can be flexibly equipped, and efficient. Production logistics control to improve the overall management efficiency.
4, system software 4.1 field bus network system software Lonworks bus has a complete software platform, including network communication management system LNS and on-site debugging tools Lonbuilder, etc., its communication protocol Lontalk uses ISO/OSI model of all seven-layer structure, is directly oriented The object's network protocol. With the support of the network system software, the user only needs to input the network topology model and each intelligent module and its network variable parameters into the configuration file of the monitoring host, and the entire control network can be configured and run by itself.
4.2 Intelligent module programming software The application of CPU, on-chip memory and I/O interface in the internal neuron chip of each intelligent module constitutes the underlying control system of the fieldbus. The application network development language NeuronC can write the internal program of each intelligent module on the network monitoring host, and can download or modify the program through the bus network.
4.3 Monitoring configuration software Based on fieldbus, using DDE dynamic data exchange or ODBC open database interconnection technology, system monitoring software for a specific application production site can be developed through configuration software such as FIX and Kingview. Realize on-line monitoring of all robots at the production site of the whole plant. At the same time, the configuration software can also achieve remote data transmission and sharing, historical data display, automatic report generation, abnormal condition alarm and other functions.
4.4 Enterprise Information Management Software Modern manufacturing enterprises should, on the one hand, adopt high-precision, high-efficiency, and high-quality automated production that is characterized by robot applications. On the other hand, they should be based on computer integrated manufacturing systems (CIMS) and enterprise resource planning (ERP). Management model of information production. Fieldbus technology provides the conditions for the networked transmission, storage, and sharing of production layer data. Through advanced database software, CAD/CAM software, CIMS, or ERP system software, information management can be deepened to the highest management decision from the enterprise. Layer to each link in the lowest production layer.
5. Conclusion As an advanced and intelligent networked control technology, fieldbus technology is based on the distributed intelligent robot sensing system composed of control networks. It is important for improving the overall coordination and cooperation performance and human-computer interaction capability of intelligent robot systems. Scientific research value and practical significance. Lonworks fieldbus has the advantages of high real-time performance, reliability, scalability and fault tolerance, which provides an effective way for intelligent robots to construct advanced network-integrated full-distribution control systems. It is an advanced enterprise management system such as CIMS and ERP. The important foundation for this is becoming the main solution for large and medium-sized enterprises in China to realize industrialization driven by informationization.
In the process of machining titanium alloy, the titanium alloy material itself has low modulus of elasticity, large elastic deformation, high cutting temperature, low thermal conductivity and high chemical activity at high temperature, which makes the sticky knife phenomenon serious, easily aggravating the tool wear and even breakage, which leads to the poor machinability of the titanium alloy. Therefore, machining titanium alloy requires proper cutting tools and good machining technology.
Machining Titanium,Titanium Machining Parts,Titanium Cnc Turning Machining Parts
Hong Kong RYH CO., LTD , https://www.szcncmachiningparts.com