

| SPECIFICATION OF JS220 | ||||
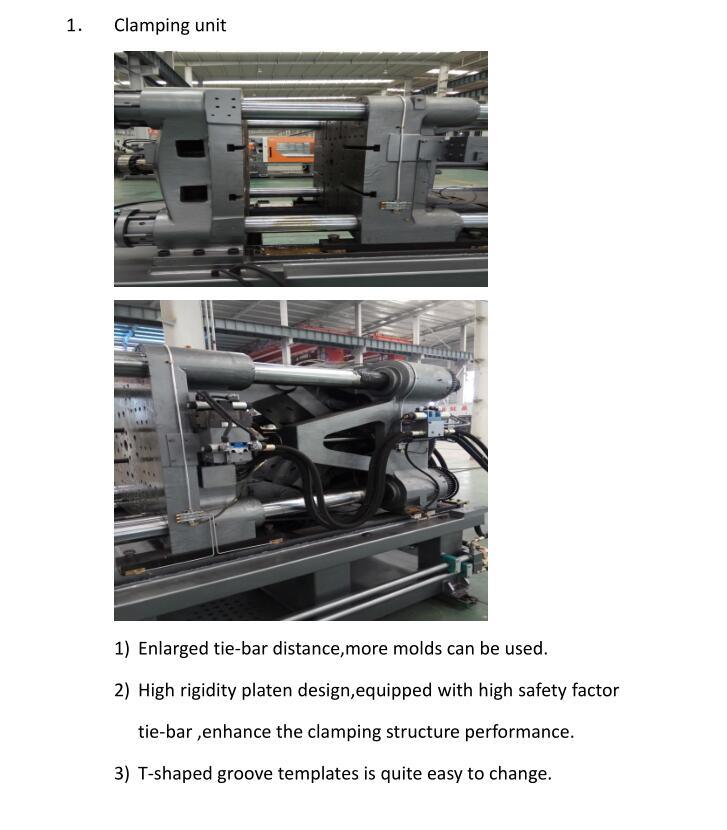
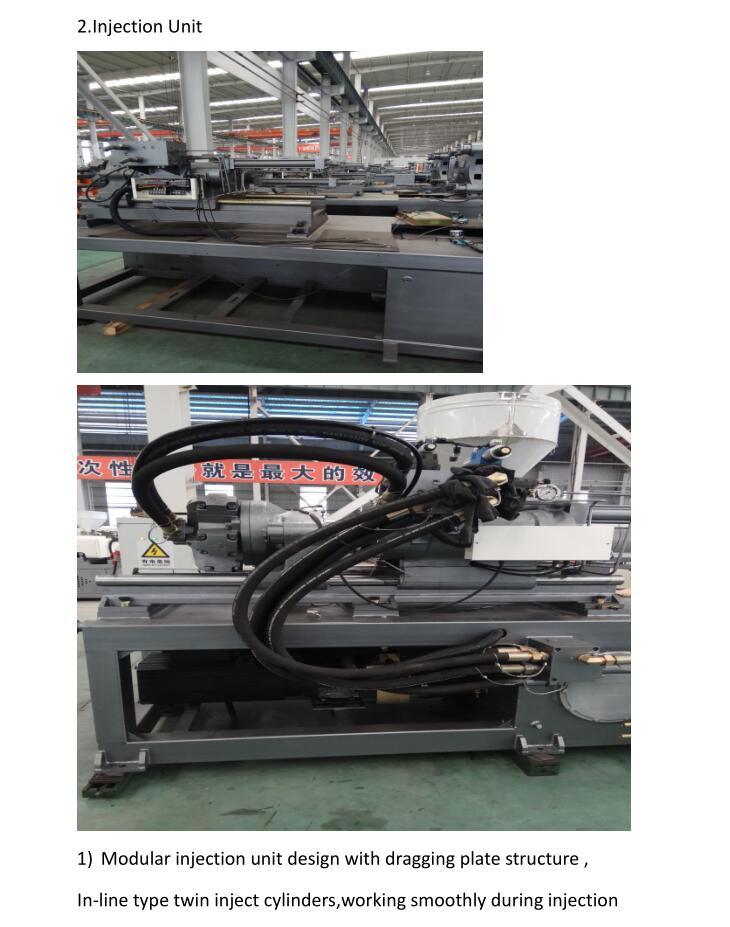
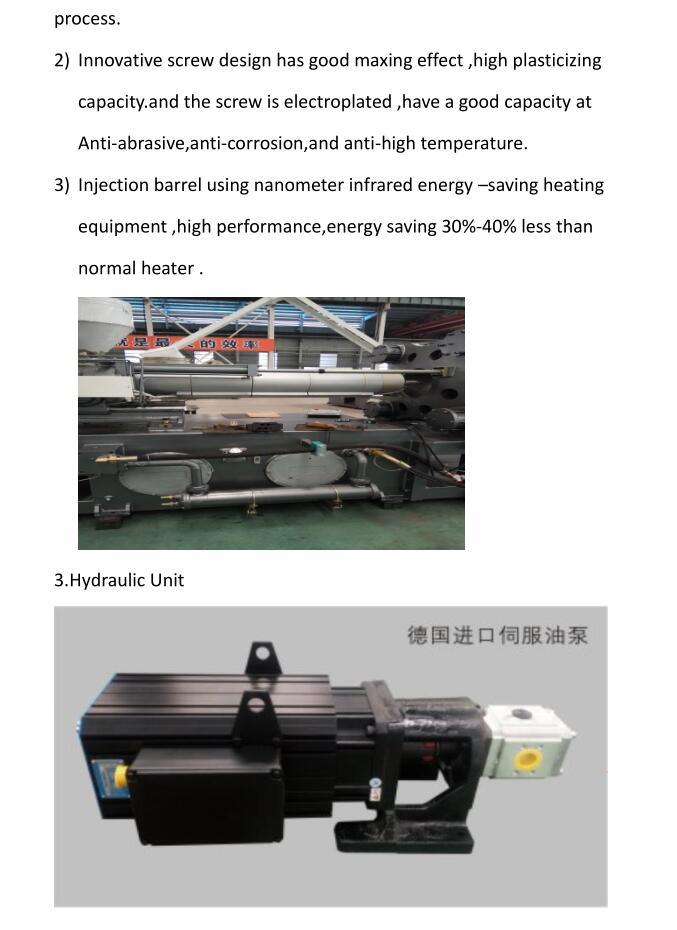
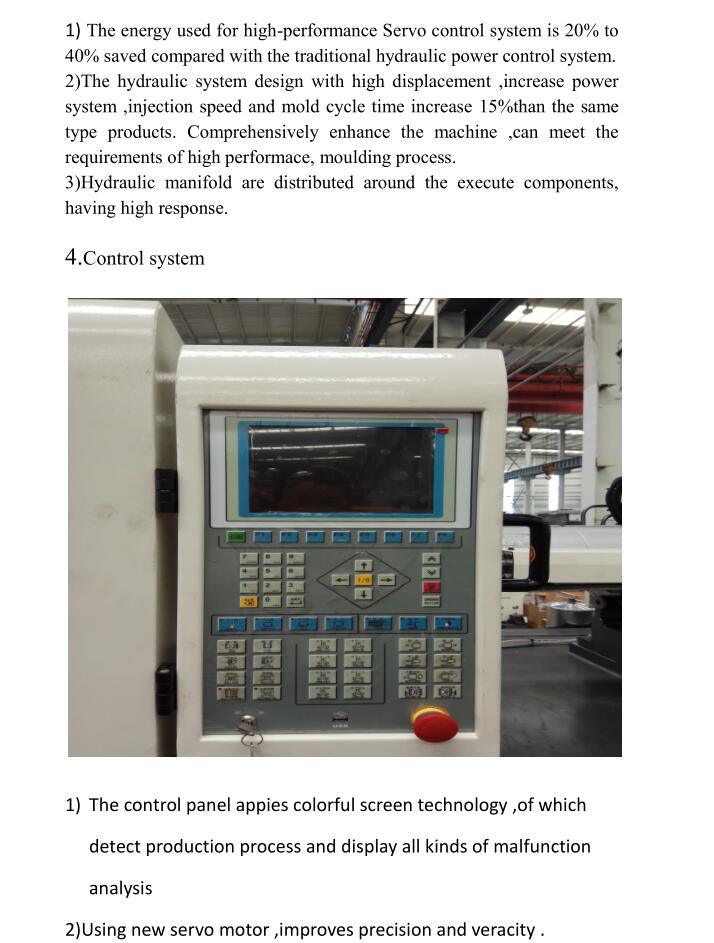
| Specification | Unit | A | Â | Â |
| Injection Volume | cm³ | 276 |  |  |
| Injection Weight | g | 254 | Â Â Â | Â |
| Screw Diameter | mm | 40 | Â | Â |
| Injection Pressure | M pa | 175 | Â | Â |
| Injection Speed | mm/s | 340 | Â | Â |
| Max. Plasticization Capacity | Kg/h r | 109 | Â | Â |
| Screw L/D Ratio | L/D | 21:1 | Â | Â |
| Max. Screw Speed | rpm | 400 | ||
| Clamping Force | K n | 2200 | ||
| Clamping Stroke | mm | 530 | ||
| Space Between Tie Bar | mm x mm | 560x 510 | ||
| Max. Daylight | mm | 1130 | ||
| Mold Height(Min-Max) | mm | 180-600 | ||
| Ejector Stroke | mm | 150 | ||
| Ejector Force | K n | 67 | ||
| Hydraulic System Pressure | M pa | 17.5 | ||
| Oil Pump Motor Power | kw | 45 | ||
| Pump motor power(servo) | kw | 48 | ||
| Heater Power | kw | 9.5 | ||
| No. of Heater Control Zone | zone | 4 | ||
| Oil Tank Capacity | L | 520 | ||
| Machine Dimension(L*W*H) | m x m x m | 5.3x 1.5x 1.9 | ||
| Machine Weight | kg | 7300 | ||
Note:
1. Customers offer the place for the sets of machine ,factory offer the design for the sets of machine.
2. payment:
T/T30%, ,70%.
30% as down payment to seller's account by T/T ,70% balanced after inspection and before shipping
3. shipping date:.
Within 30days after receiving the down payment
4. Installation and after-sale service:
The machine installation and debugging time should be within 5 days , before seller coming ,the buyer should keep everything ready. the warranty is 1 year ,within this term ,seller offer the easy-wearing parts to buyer for free ,and beyond this term ,seller offer a lowest price for the broken parts. For the installation and debugging workers from seller, the buyer should bear the cost for travelling, board and lodging ,and should pay 100USD/day for one worker .The training site is fixxed by two parties

Â
Water-assisted injection molding: Water-assisted injection molding technology is an advanced injection molding process in which part of the melt is injected into the mold cavity and high-pressure water is injected into the melt through the equipment to finally shape the workpiece.
Due to the incompressibility of water, the water front creates a solid interface, squeezing the inner wall of the product into a cavity, and the water front also acts as a rapid cooling. Therefore, the water supplement has many advantages over the gas supplement. Research and application show that the water supplement can produce thinner and more uniform cavity wall, and the inner surface of the flow channel is very smooth. Especially for thick wall workpiece, the cooling time can be greatly reduced compared with gas auxiliary.
 High gloss injection molding: Highlights the basic process of injection molding is prior to injection molding, through the use of high temperature and high pressure steam will mould surface rapidly warming, the forming die cavity surface temperature of resin plastic glass transition temperature (Tg) above, then the plasticizing good plastic melt into the closed mold cavity, the injection stage, mold temperature by high temperature and high pressure steam remains the same, When the injection is finished, the air supply is stopped, and the water vapor in the pipe is blown clean by air pressure of the air pipe. After that, the cooling water is injected to make the mold temperature drop rapidly until the mold is cooled and the product is removed by opening the mold
High gloss injection molding: Highlights the basic process of injection molding is prior to injection molding, through the use of high temperature and high pressure steam will mould surface rapidly warming, the forming die cavity surface temperature of resin plastic glass transition temperature (Tg) above, then the plasticizing good plastic melt into the closed mold cavity, the injection stage, mold temperature by high temperature and high pressure steam remains the same, When the injection is finished, the air supply is stopped, and the water vapor in the pipe is blown clean by air pressure of the air pipe. After that, the cooling water is injected to make the mold temperature drop rapidly until the mold is cooled and the product is removed by opening the mold
Plastic Parts,Electronic Plastic Parts,Circuit Board Plastic Parts,Injection Molded Plastic Parts
Suzhou Dongye Precision Molding Co.,Ltd. , https://www.sjdongye.com